%201.svg)
.jpg)
.png)
TLDR: This guide explains what a standardized recipe is, how it translates into a production environment, and what it takes to manage one at scale.
What Is a Standardized Recipe?

A recipe works in your test kitchen. You nail the ratios until the flavor is right. You run it five times and it's consistent every time. Then you scale to 500 units, swap in a new supplier's base, and run it across two co-manufacturing facilities — and suddenly three different versions of the same product are leaving the building.
That's a standardized recipe problem.
A standardized recipe is a fully documented formula for producing a food product that delivers a consistent output — in taste, texture, yield, cost, and safety — every time it's executed, by any qualified person, under normal production conditions. It tells you exactly how to make it, at what quantities, with what equipment, in what order, and with what expected yield, so the result is the same whether it's made on a Tuesday in your main facility or by a co-manufacturer across the country.
The term comes from culinary education and food service, where it means a recipe tested and formatted for consistent execution across a team. In food manufacturing, the stakes are different: regulatory exposure, labeling errors, allergen liability, and product recalls are the consequences of getting it wrong.
Beyond consistency, standardized recipes serve three additional purposes in a production environment: they anchor procurement and purchasing, they underpin regulatory compliance, and they form the foundation of your quality control system.
Standardized Recipe vs. Regular Recipe: What's the Difference?
The difference is precision and purpose.
A regular recipe, the kind in a cookbook or a chef's notes, is written to be interpreted. It assumes the reader has judgment. Season to taste, cook until golden, or one used all the time: just add a pinch of salt. The cook adjusts based on the batch, the ingredients, and their instincts.
A standardized recipe removes interpretation. Every ingredient is listed by exact weight or volume. Cooking times and temperatures are specific. Yield is stated in measurable units. There is no room for adjusting as needed when you're running 500-unit batches and your labeling has already gone to print.
Here's where most growing food and beverage manufacturers run into trouble: their recipes were written by someone who knows the product intuitively. They work fine when that person is in the building. They break down the moment production moves to a co-manufacturer, a new shift, or a scaled-up batch size. What they have is a good recipe. What they need is a standardized one.
9 Key Components of a Standardized Recipe

A production-ready standardized recipe includes:
Those last two are what separate a standardized recipe from a recipe that's been standardized once and then forgotten. In a regulated environment, batch and lot tracking depends on this version control being accurate. If your recipe changes, even a minor one, like a supplier swap on a base ingredient, your labeling, allergen statements, and nutritional data may need to change with it.
4 Reasons Why Standardized Recipes Matter
In a restaurant, an off-batch means one table has a bad experience. In food processing and manufacturing, an off-batch can mean a product recall, an FDA audit, or a contract termination.
The stakes scale with production volume. Here's where standardized recipes touch every part of the operation:
Labeling accuracy. Your ingredient declaration and allergen statement on the label must match your actual recipe. If your recipe changes and your label doesn't, or if two versions of the same recipe are running in different facilities, you have a compliance gap.
Under FSMA 204, food manufacturers handling products on the Food Traceability List are required to maintain precise lot-level traceability records. Your standardized recipe is the anchor document that makes traceability in the food industry possible.
(Worth noting: in March 2025, the FDA extended the FSMA 204 compliance deadline to July 2028, giving manufacturers more runway, but the requirement isn't going away, and the time to build the documentation infrastructure is now, not three months before the deadline.)
Procurement and planning. Without a standardized recipe, your purchasing team is guessing. A recipe with exact ingredient weights, tied to your batch yield, tells procurement exactly how much of each raw material to order and when. It's the foundation of any MRP calculation.
Co-manufacturer consistency. If you're producing at multiple facilities or working with a contract manufacturer, the standardized recipe is the spec sheet they work from. Without it, you're asking them to interpret your product. With it, you can audit against a defined standard.
Cost control. Recipe variance is a direct driver of food cost variance. If your team is adding a little more of an expensive ingredient on some batches and less on others, your cost per unit is unpredictable. A standardized recipe fixes your bill of materials cost, which makes your gross margin forecastable.
The 4 Major Benefits of Standardized Recipes
The business case comes down to three things.
Consistency. Every batch leaves the facility at the same spec. Customers get the same product. Retail buyers don't get complaints. Your QC team has something to test against.
Compliance. Your allergen declarations, nutritional labels, and ingredient lists are accurate because they're tied to a versioned, approved recipe — not a shared document that someone updated last March without telling anyone. Food safety compliance starts here, at the recipe level, before a single batch runs.
Cost control. You know exactly what goes into each unit. You can calculate food cost per SKU. You can see the impact of an ingredient price change before it hits your margin. And when you negotiate with suppliers, you know precisely what you're buying.
There's a fourth benefit that doesn't get talked about enough: institutional knowledge. When the person who built your recipes leaves, or when you bring on a new production manager, the standardized recipe is what doesn't walk out the door with them.
How to Create a Standardized Recipe for Production
Here's the practical sequence.
Start with your current working recipe. Document every ingredient by weight, not volume where possible. Weight is more precise and more consistent across equipment and facility types.
Run test batches and measure actual yield. Your expected yield is a calculation. Your actual yield is what comes off the production line. Track the variance across multiple batches until it's within acceptable tolerance.
Document each process step with specificity. "Mix until combined" is not a production instruction. "Mix at medium speed for 4 minutes at 72°F" is.
Flag all allergens at the ingredient level. Don't rely on memory or supplier sheets alone. Every ingredient in the recipe should carry an allergen status.
Get the recipe approved and version-controlled. Who can authorize changes? What triggers a reformulation review? Establish this before your first change request arrives.
That last step is the one most operations skip. They build a good recipe document, then let it live in a folder where anyone can edit it. Without a controlled version system, you don't have a standardized recipe, you have a draft that's being quietly modified by four different people.
Scaling Standardized Recipes: Challenges and Best Practices

A recipe that works at 10 units doesn't automatically work at 500. This is one of the most common failure points when scaling up food production.
The physics change. Heat transfer, mixing dynamics, emulsification stability, and water activity all behave differently at large batch sizes. A sauce that homogenizes perfectly in a 10-liter pot may separate in a 500-liter kettle if your mixing time and temperature aren't recalibrated.
Ingredient interactions change. Some ingredients that are stable in small quantities become unstable at high concentrations. Others perform differently depending on the grade or form available at commercial volume. A retail-grade ingredient your R&D team used in development may not match the specification of the industrial-grade version your supplier ships at scale.
Timing changes. Batch cycle times get longer. Cool-down periods extend. If your HACCP plan was built around small-batch assumptions, scaling up may require a full review. This is also where shelf life management becomes a more active concern. There are larger batches, longer run times, and new distribution channels that all put pressure on expiry assumptions that were set at small scale.
Best practices for scaling:
- Scale in stages. pilot at 10x, then 100x, before full commercial scale
- Recalibrate critical control points at each scale step
- Document adjusted parameters as a new version of the recipe, not an overwrite of the original
- Bring your co-manufacturer in early. They may have equipment constraints that require further adjustments
- Track actual vs. theoretical yield at every scale to catch variances before they become production norms
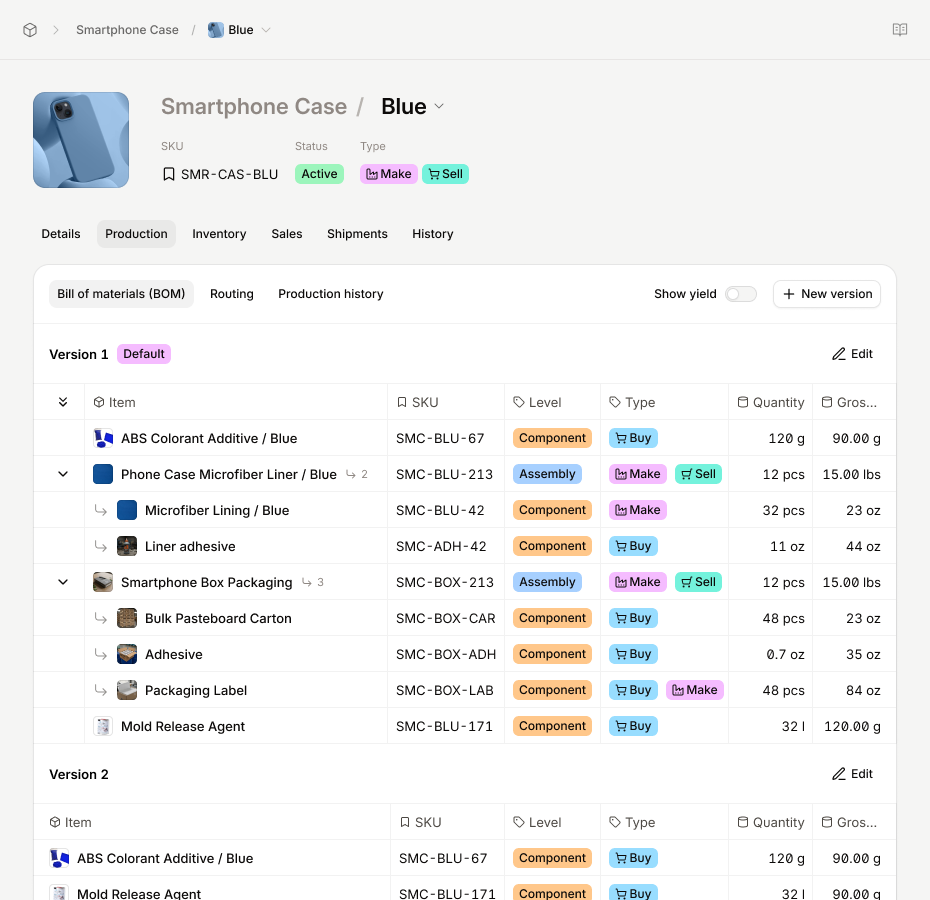
Connecting Standardized Recipes and the Bill of Materials (BOM)
In food manufacturing, a standardized recipe and a bill of materials are functionally the same thing.
A BOM is the manufacturing term for a structured list of all materials, ingredients, sub-assemblies, packaging required to produce a finished good, along with their quantities and units. Your standardized recipe, when properly formatted, is your BOM.
The difference is context: recipes describe what to make and how. BOMs describe what to buy and in what quantity. When your standardized recipe is entered into a system as a BOM, it becomes operational.
Your planning team can calculate material requirements, your purchasing team can generate purchase orders, and your production team can work from a single source of truth. For a deeper look at how this works in practice, see Digit's guide to BOM and inventory management.
The practical implication: if your recipe lives in a spreadsheet or a shared folder, it's not connected to your operations. Every purchase order, every production run, every material requirement calculation has to be done manually, which means it's being done differently every time.
Multi-level BOMs make this especially clear: if you produce a sauce that uses a house-made base, a formula change at the sub-level should automatically roll up to the finished product, but only if your recipe is structured as a BOM inside a system that can track those relationships.
Without that structure, a change at the base level gets missed downstream, and suddenly your label is wrong.
How Recipe Management Software Keeps Recipes Accurate at Scale
The problem with spreadsheets isn't that they can't hold a recipe. It's that they can't enforce one.
Anyone can edit a spreadsheet. There's no audit trail. There's no version control that automatically updates connected documents when a recipe changes. There's no link between the recipe and the purchase order that went out last Tuesday. When a supplier changes your base ingredient, no system flags that your allergen statement needs review.
Recipe management software, built into a production ERP, solves this by making the recipe a live operational object, not a static document. It's one of the clearest distinctions between a proper manufacturing ERP and a patchwork of spreadsheets and shared folders.
In practice that means:
- Version control that tracks every change, who made it, and when and holds pending changes for review before they go live
- Allergen propagation that automatically updates allergen status across all products when an ingredient changes
- Yield-based scaling that recalculates ingredient quantities automatically when batch size changes, rather than requiring manual math
- BOM linkage that connects the recipe directly to material requirements planning, so procurement is always working from the current version
- Lot traceability that ties every production run to the exact ingredient lots used essential for food recall management and FSMA compliance
This is where recipe management and MRP connect directly: when your standardized recipe is the BOM inside your production system, every production order automatically generates the right material requirements, based on the right version of the recipe, for the right batch size.
Managing Standardized Recipes with Digit
Digit is a manufacturing ERP built for growing food and beverage producers, the kind of operation where one person often owns recipes, procurement, and production planning at the same time.
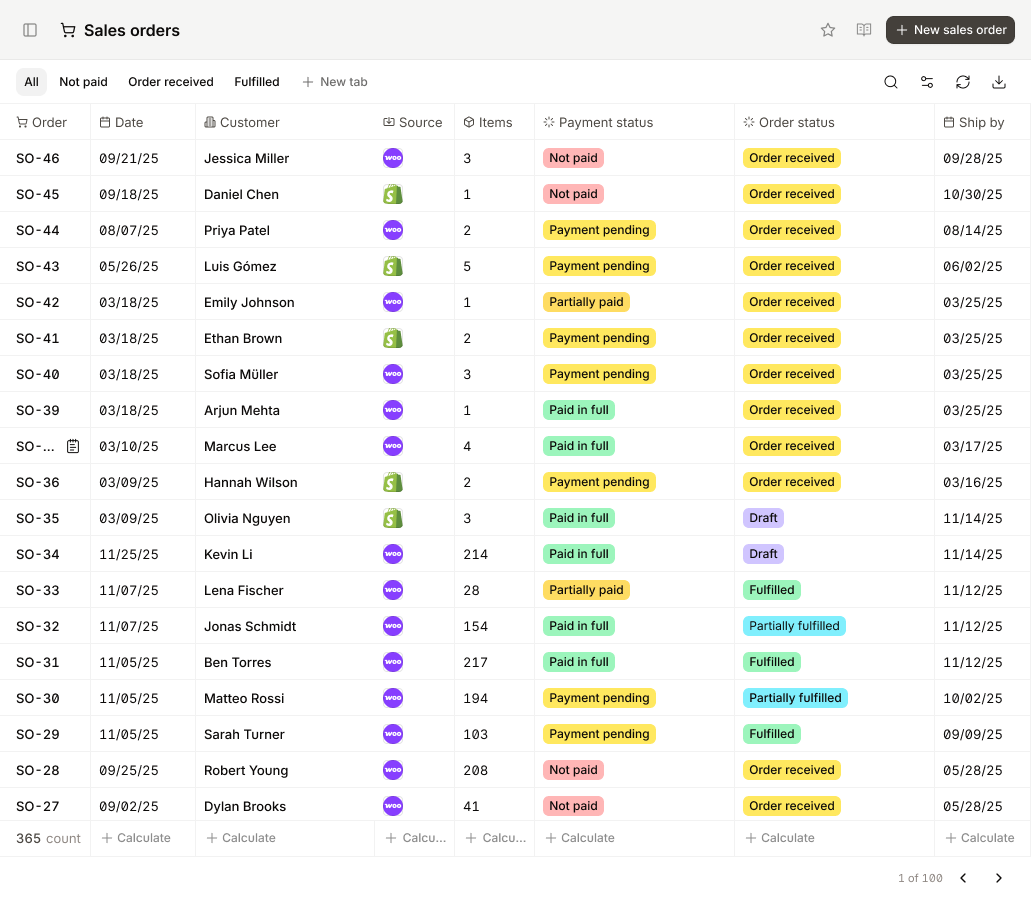
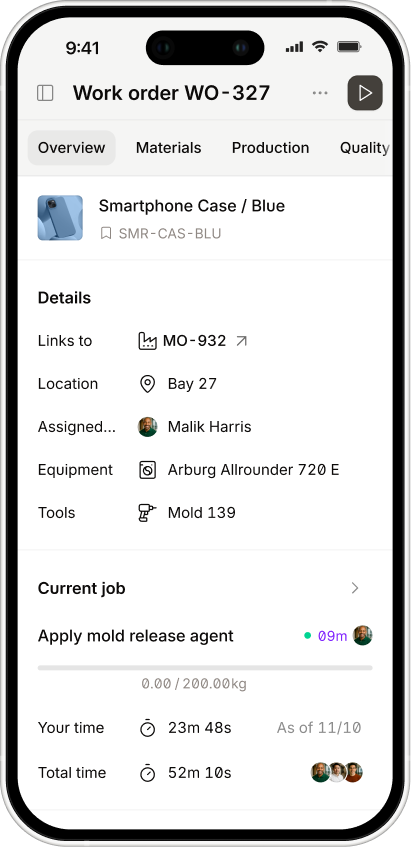
In Digit, your standardized recipe is your BOM. You build it once, version-control it, and it flows directly into production planning, inventory management, and food traceability. When you create a production order, Digit calculates your material requirements from the BOM automatically.
When you receive ingredients, those lots are tracked and tied to the production runs that use them. When an ingredient changes, the system flags the downstream impact across every product that uses it.
For food manufacturers supplying retail or working with co-manufacturers, this matters in concrete ways. Your retailer asks for lot-level traceability data. Your co-manufacturer needs a production spec they can actually run.
Your QC team needs to audit against a defined, version-controlled standard. All of that starts with the standardized recipe. and all of it is easier when that recipe lives inside the system that runs your production, not in a folder next to it.
If your recipes are production-ready on paper but your systems haven't caught up, book a demo to see how Digit handles recipe and BOM management for growing food manufacturers.


.jpg)
.jpg)