%201.svg)


What Is Industrial Food Processing?

Industrial food processing is the transformation of raw materials into food products that are safe, stable, and ready for consumption. It uses techniques like pasteurization, freezing, canning, and milling. The core goals are extending shelf life, ensuring quality, and preparing ingredients for either direct consumption or further manufacturing.
On one end, it can be as straightforward as washing and cutting fresh produce. On the other, it involves the complex formulation of foods through multiple transformation stages. There are two levels of processing.
Primary food processing covers the steps required to make most foods edible in the first place, like milling grain into flour, for example. Secondary food processing turns them into the familiar products consumers buy, like turning that flour into dry pasta. Both fall under the broader umbrella of industrial food processing, but they have different operational priorities.
The 3 Main Stages of Industrial Food Processing

Industrial food processing moves raw agricultural materials through a structured sequence of stages before anything reaches a shelf or a consumer's hands.
While the exact steps vary by product, the core framework is consistent across most operations and is typically governed by food safety standards like HACCP and ISO 22000.
1. Receiving and Inspecting Raw Goods
It starts with receiving and inspection. Before raw materials enter the production line, they're evaluated against quality and safety benchmarks, microbial, chemical, and physical, with supplier standards covering hygiene, traceability, and origin. What comes in the door sets the ceiling for everything that follows.
2. Prepping and Cleaning Food
From there, materials go through preparation and cleaning: This step removes contaminants or defected materials so that downstream processing is efficient and predictable. Modern facilities increasingly use automated and sensor-based systems here to minimize waste and reduce variability.
3. Transforming, Processing, and Packaging Food
The transformation stage is where raw materials are physically or chemically changed into something usable. Mechanical methods handle size and texture. Heat treatments, like blanching, pasteurization, cooking, frying, sterilization, address safety and sensory quality.
Preservation techniques like freezing, drying, canning, and fermentation extend shelf life. More advanced operations may also use High-Pressure Processing (HPP) or irradiation for pathogen control without heat.
Once transformed, products move into packaging and labeling. Packaging choices depend on stability requirements; labels carry nutritional information, ingredient declarations, and the traceability codes required for compliance.
Storage and distribution complete the chain. Temperature, humidity, and handling conditions during warehousing and transport directly affect whether the product arrives in the same condition it left the facility.
Quality control runs alongside all of this as a continuous process in every stage to catch changes before they become safety failures or costly recalls.
Traceability and Lot Tracking in Food Manufacturing

Traceability in food manufacturing is the ability to follow any ingredient or finished product through every stage of your operation, from farm to table. For food manufacturers, this means being able to identify exactly which supplier a raw material came from, which production run it entered, and where the resulting product was shipped.
Whatever system you use to manage this, spreadsheet, dedicated software, or something in between, a solid traceability setup is built on a few consistent components.
Ingredient lot tracking: This starts at receiving. Every batch of raw material that comes through your door should be assigned a lot number that links to the supplier name, delivery date, quantity received, and any relevant certifications or test results. When that ingredient enters production, its lot number travels with it into the manufactured product, creating a continuous data trail from input to output.
Batch records: Batch records document individual production runs. A complete batch record captures which ingredient lots were used and in what quantities, the date and time of production, who was operating the line, any quality checks that were performed, and the output quantity along with the finished product lot code. This is the document that formally connects your raw materials to your finished goods.
Lot Codes: Finished product lot codes are different from ingredient lot codes and serve a different purpose. Where ingredient lot codes trace inputs, finished product lot codes identify the specific production run a particular unit came from. That’s critical to know during a recall, because you’ll know exactly which batch to scrap.
Traceability Within Transfer Orders and Outbound Shipments: Distribution records close the loop. When a product ships, recording which lot codes went to which customers or channels is what makes a targeted recall operationally possible. Without it, you know what the problem is but not where it went.
Recall Plans: Finally, none of the above is useful without a documented recall plan. Traceability data only translates into fast action if you've already thought through the steps before a crisis occurs. Most food safety frameworks, including HACCP, require a written recall procedure for exactly this reason.
Managing Inventory and Raw Materials at Industrial Scale

Raw material inventory management is the process of ensuring you have the right materials, in the right quantities, at the right time. You don’t want too much inventory since it creates waste and ties up your capital. You don’t want too little inventory, because it starves the production line.
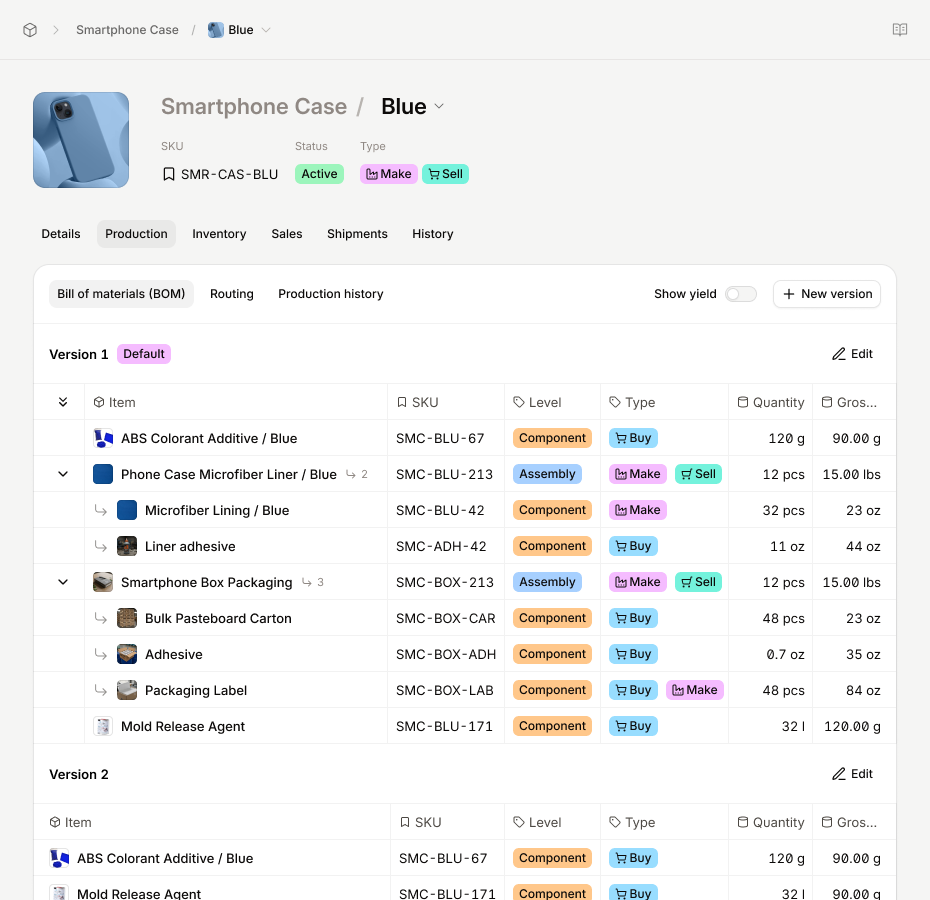
Direct materials are the inputs that become part of the finished product and are contained within the bill of materials (which you can read more about in this detailed article). Indirect materials support the production process but don't end up in the product itself.
Both need to be managed, but they don't deserve the same level of attention. High-cost direct materials with direct margin impact should be on your Bill of Materials and tracked carefully. Low-cost indirect materials consumed in bulk are usually better expensed at purchase rather than tracked unit by unit.
Two inventory parameters deserve regular recalculation: safety stock and reorder points.
- Safety stock is the buffer you maintain to absorb unexpected demand spikes or supplier delays.
- A reorder point is the inventory level at which you trigger a new purchase order, set high enough that stock doesn't dip below safety stock before the next delivery arrives.
Both figures need to be revisited whenever lead times shift, sales volumes change significantly, or production schedules are adjusted. Manufacturers that set these once and forget them tend to find themselves either overstocked or scrambling.
The most common failure mode in raw material management isn't a lack of stock — it's a disconnect between what the planning system assumes and what's actually happening in the supply chain.
If your system assumes a 25-day lead time from a supplier who has been running at 35 days, every plan built on that assumption is already wrong before it starts. Closing that gap requires real-time visibility into supplier performance and the discipline to update planning data when conditions change rather than relying on stale figures padded with excess safety stock.
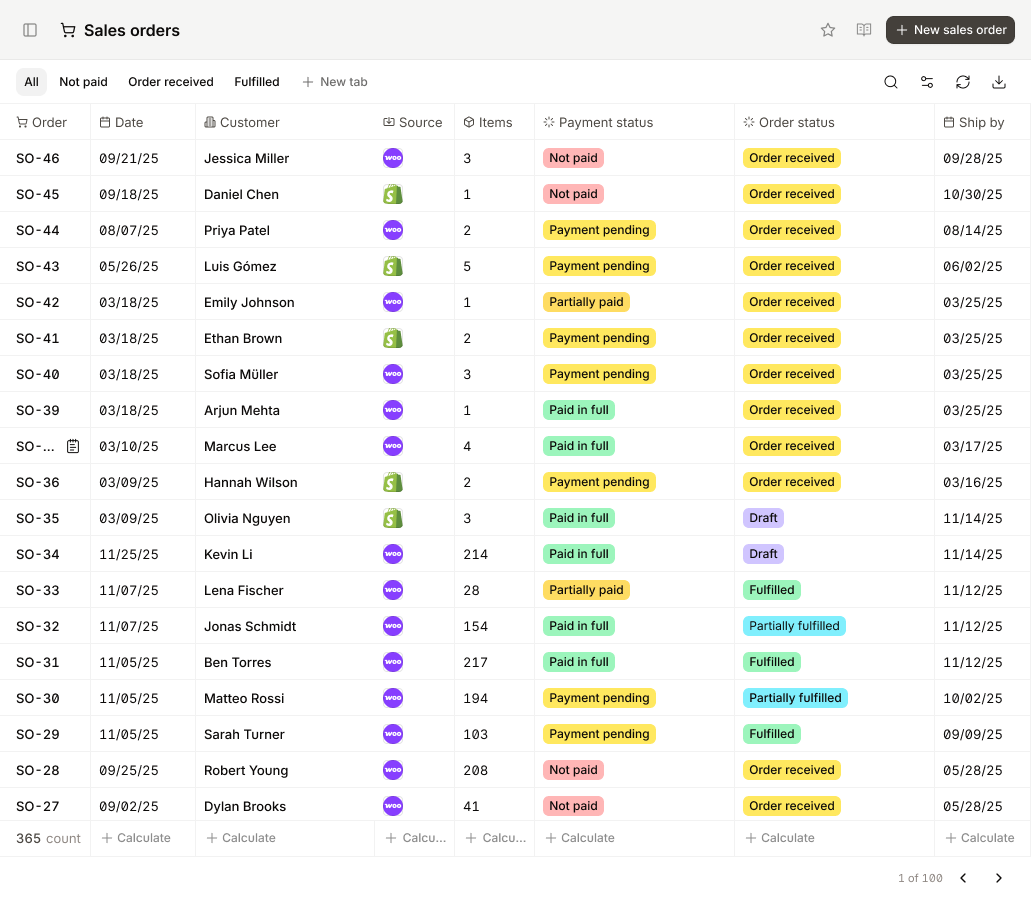
Demand forecasting
Demand forecasting is the other side of this equation. Knowing how much raw material to hold requires a reasonably accurate picture of what production is going to need. Data from sales, production schedules, and historical consumption patterns all feed into this.
Manufacturers that manage this well tend to apply the 80/20 principle practically: the majority of inventory value and risk is concentrated in a minority of materials.
Focusing rigorous management on that high-impact subset, accurate BOMs, tight reorder discipline, real supplier lead times, delivers most of the benefit. Trying to apply the same level of control to every item in the warehouse is how inventory management becomes a time sink with diminishing returns.
Common Operational Challenges in Food Processing

Running an industrial food processing operation means managing a set of pressures that don't ease up as the business grows.
1. Food safety and traceability
A contamination event, a failed audit, or a slow recall response can do lasting damage to a brand and carries real regulatory consequences. The systems that prevent this, like HACCP plans, lot tracking, compliance documentation, and recall procedures, are covered in detail earlier in this guide. But If those systems aren't solid, every other challenge on this list becomes harder to manage.
2. Supply chain disruptions
These disruptions are the most immediate threat to production continuity. Geopolitical instability, extreme weather events, and logistics bottlenecks can cut off access to raw materials with very little warning.
The manufacturers that handle are the ones with the most options. Read more about that here. Diversifying your supplier base across regions, maintaining visibility into supplier performance in real time, and building flexibility into procurement before a crisis hits are what separate operations that adapt from those that scramble.
3. Labor shortages
Labor shortages have become a structural problem rather than a temporary one. The operational response has two parts: making the work more attractive through competitive wages, clear career progression, and better working conditions, and reducing dependency on headcount through automation and digital tools where the investment makes sense. Neither solves the problem alone, but together they reduce your exposure to it.
4. Regulatory fragmentation is a compounding challenge
Food safety law varies significantly by jurisdiction. The FSMA in the US, EU Regulation 178/2002, ISO 22000, and others make it a challenge to stay compliant across all of them simultaneously.
This requires systems that can generate the right documentation for the right market without manual rework every time. Companies that try to manage this through spreadsheets and institutional knowledge tend to find out how fragile that approach is at the worst possible moment.
5. Shifting consumer preferences
Demand for plant-based proteins, clean-label ingredients, functional foods, and transparent sourcing is reshaping what buyers expect on the shelf. For manufacturers, this means reformulating existing products, qualifying new ingredient suppliers, and updating labeling. The operations that handle this well tend to have R&D and supply chain working closely together rather than sequentially.
None of these challenges exist in isolation. Managing an industrial food processing operation means holding all of these variables at once, which is why the underlying systems that build better inventory, traceability, compliance, supplier management, matter so much.
5 Key Factors to Consider When Evaluating an ERP or MRP System

At a certain point, managing a food processing operation through disconnected tools stops being inefficient and starts being dangerous. There are a lot of MRP and ERP platforms out there, and honestly, most of them will tell you they do everything you need. Some of them even will. The trick is figuring out which one fits your operation specifically and not the operation the vendor's sales deck assumes you have.
Before you start booking demos, run through these:
1. Data Needs and Level of Detail: Do you need basic inventory counts and production scheduling, or do you need lot tracking, batch records, and compliance documentation all talking to each other? That answer alone will tell you whether a lightweight cloud tool cuts it or whether you need something more substantial.
2. A Fit for Your Operations: Batch manufacturing or continuous production? Do you need environmental monitoring built in, or is straightforward inventory and order flow enough? Be honest about what's actually happening on your shop floor — it's easy to overbuy for where you want to be rather than where you are.
3. Total cost of ownership: The subscription price is the easy number to find. Implementation, training, and the ongoing effort to keep the system running are the ones that catch people off guard. Make sure you're comparing the full number, not just the headline.
4. System integrations: You're almost certainly already running other tools. Whatever you pick should plug into them cleanly: accounting, warehouse management, supplier portals. If it doesn't, you're just creating a new silo on top of the ones you already have.
5. Scalability: The system that works for your operation today needs to still work when you've got more SKUs, more sites, and tighter compliance requirements. Swapping systems because you outgrew one is a painful process. It's worth thinking a few years ahead now.
Getting Started with Digit
If you'd rather move straight to piloting than spend months evaluating, Digit is worth testing in your own environment. Built to scale with growing food manufacturers and distributors, it connects inventory, production, traceability, and distributor communication in one place, without the brittle and complicated nature of the legacy ERP.
Digit gives you a searchable, auditable trail across supplier receipts, inventory movements, production runs, and shipments. You can upload and attach COAs, certifications, and QC checks directly to batches, and shelf-life monitoring and full audit trails are built in.
Want to see it for yourself? Try chatting with Digit's free AI demo and test it in your own production flow.
.jpg)


.jpg)