%201.svg)

.png)
What Machine Monitoring Actually Is
.jpg)
Machine monitoring is the automatic collection of data on what a piece of equipment is doing right now: running, idle, stopped, and why. A sensor or a direct connection to the machine's controller captures that state continuously, and software turns it into something a person can act on without walking the floor first.
Let’s say a machine on the floor stopped running at 9:40 this morning. Nobody knew until 10:05, when an operator walked past it on the way to grab a pallet jack.
Twenty-five minutes isn't much on its own. Add up every machine that goes unnoticed for a stretch like that, every shift, every week, and it turns into real money and a schedule that was wrong the whole time nobody realized it.
Machine monitoring exists to close that gap. It replaces the whiteboard schedule in the back office and the mental map a supervisor carries around about which machine is probably fine, with the actual state of every machine on the floor, updated automatically.
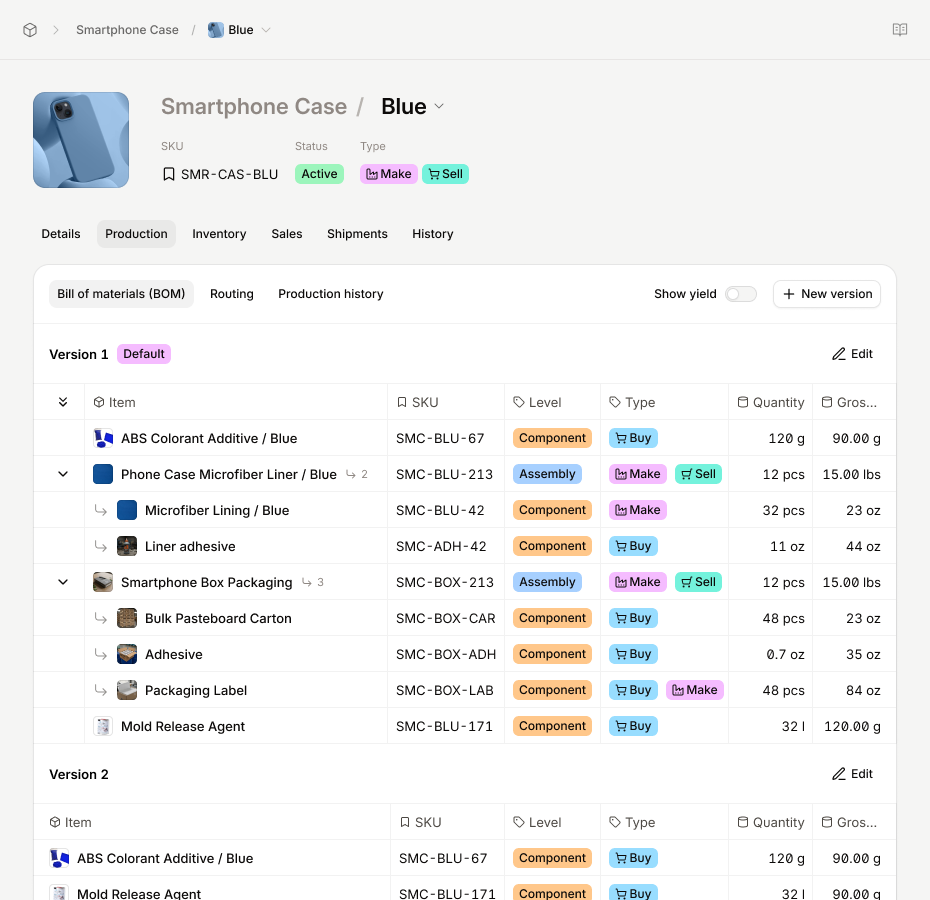
What It Captures

Most systems track a handful of things well before they try to track everything:
- Run, idle, or down status: The most basic signal, and the one every other metric depends on.
- Cycle time and cycle counts: How many parts came off the machine, and how long each one actually took against the standard.
- Downtime reasons: Not just that the machine stopped, but why: a jam, a changeover, waiting on material.
- Output volume: Parts produced against what the shift plan expected.
Some systems go further and track vibration, temperature, or power draw to catch a machine wearing out before it fails outright. That's a related but separate discipline, closer to condition monitoring, and it's worth its own guide.
How It's Collected
.jpg)
There are three ways the data gets from the machine to a screen.
A direct connection to the machine's controller. Modern CNC and PLC-based equipment can often be tapped directly, with no extra hardware required. This gives the cleanest data, but only works if the machine has the right controller and someone available to set up the connection.
Retrofit sensors. Older or simpler equipment without a usable digital connection gets a sensor attached to the outside instead. It might be mounted to the motor housing, the frame, or the power feed, picking up the same signals from there. This is how most shops with a mixed fleet of new and decades-old machines get full-floor coverage.
Manual entry. The fallback. An operator writes down what happened at the end of a shift. It's better than nothing, and it's also the slowest and least accurate of the three. Someone has to remember to write it down, and remember it correctly.
Why It Matters
This is also arriving at a good time for a specific reason. Predictive maintenance and shop-floor AI now have their own dedicated tracks at manufacturing trade shows, which wasn't true a few years ago. Part of that is timing. A wave of the most experienced machine operators and maintenance techs is heading toward retirement, and the specific sound a bearing makes right before it fails doesn't get written down anywhere. Monitoring is one of the only ways to capture that knowledge as data before the person who has it retires.
Why It Matters
.jpg)
Once the data is there, it's useful in three distinct ways. Each one does a different job on the floor, and most shops end up using all three eventually.
Downtime tracking
Knowing a machine stopped the moment it happens, instead of finding out on the next walk-through, is the difference between a five-minute fix and a lost hour of the shift.
Condition monitoring
Watching for the early signs of wear, rising vibration, a temperature that's drifted from baseline, means a bearing gets replaced on a planned Tuesday instead of failing on an unplanned Saturday.
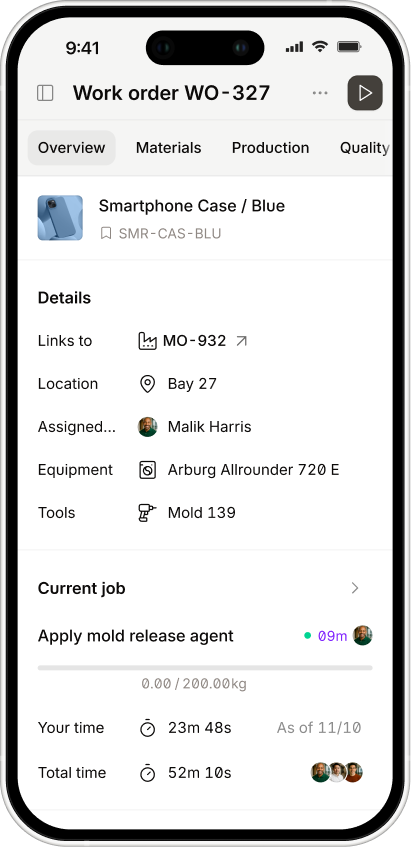
It feeds the plan
Most monitoring tools stop at the alert. They'll tell you a machine went down, but they won't touch the schedule that now depends on a machine that's down. In Digit, machine status flows into production scheduling directly, so when a run stops, the plan updates instead of sitting stale until someone catches it at the next production meeting. The schedule reflects what's happening on the floor right now, not what was true when someone wrote it Monday morning.
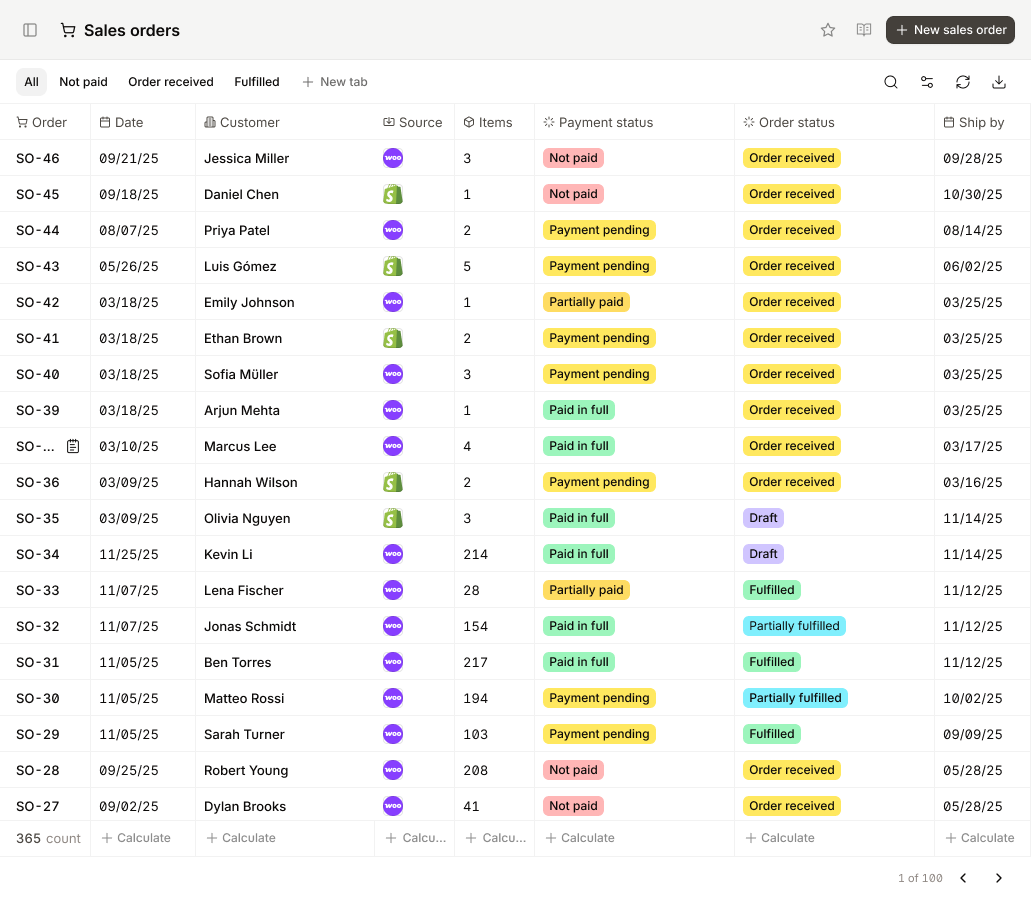
Chris Johnson, who runs the floor at MPP, an injection molding facility, used to answer capacity questions by pulling every order from the past six months by hand, stacking them up, and calculating load machine by machine, just to tell a customer whether he had room for a new job.
He was running the floor around 50 percent capacity and had no fast way to know it. Machine monitoring turned a six-month manual exercise into something he can see on a screen in the time it takes to open it.
Machine Monitoring FAQs
Here are some of the most frequently asked questions about Machine monitoring.
Is machine monitoring the same as condition monitoring?
No. Machine monitoring is the broader term, covering whether a machine is running, for how long, and why it stopped. Condition monitoring is narrower, focused specifically on predicting failure through signals like vibration and temperature. Most floors want general machine monitoring first and layer condition monitoring on top of it for their highest-value equipment.
Do I need a full MES to get started?
No. Machine monitoring can run on its own, feeding a dashboard and nothing else. The value goes up considerably once that data connects to your production schedule and purchasing, but a standalone monitoring pilot on one or two machines is a reasonable place to start.
Getting Started
Instrument the one machine that would hurt the most if it went down without anyone noticing and not every machine on the floor at once. Get comfortable reading what it tells you, then expand.
If you want to go deeper, book a call. We'll walk through how this feeds into downtime tracking, OEE, and predictive maintenance, as. each one picks up where this leaves off.

.jpg)

.jpg)