%201.svg)
.jpg)
.png)
What Is the Food Supply Chain?
.jpg)
The food supply chain is the end-to-end system that moves ingredients from source to finished product to customer.
What is a food supply chain, technically? It's every step, handoff, and decision between raw material and retail shelf, or restaurant kitchen, or distribution center. That includes sourcing, production, storage, and delivery.
Food supply chain management is the discipline of coordinating all of that. It's not just logistics. It's procurement strategy, inventory policy, production planning, quality control, and supplier relationships, all working together.
Your food supply chain is probably more fragile than you think.
Ingredient costs are volatile. Supplier lead times stretch without warning. Demand spikes and crashes with seasons, trends, and retail promotions. And if you're working with perishable goods, the margin for error is close to zero.
Food and beverage manufacturers don't have the luxury of running lean on guesswork. The good news? Most food supply chain problems are solvable by getting sharper on the things you actually control.
For manufacturers specifically, the supply chain starts when you place a purchase order with a supplier and ends when a finished good ships out your door. Everything in between is yours to optimize.
The Key Stages of a Food Manufacturer's Supply Chain

Most food manufacturers move through five core stages. Problems in any one of them create downstream chaos.
1. Procurement and Sourcing
This is where you acquire raw materials, packaging, and ingredients. Your supplier relationships, lead times, and purchase order processes all live here.
How you manage raw materials inventory at this stage sets the tone for everything downstream. Buy too early and you're tying up cash and risking spoilage. Buy too late and you're scrambling, paying expedite fees, or shutting down a line.
2. Inbound Receiving and Quality Control
Ingredients arrive. You inspect, weigh, and log them. You catch quality issues before they hit production.
This stage is often underestimated. A mislabeled lot, an underdocumented allergen, or an incorrect quantity can cause traceability nightmares later.
3. Production and Manufacturing
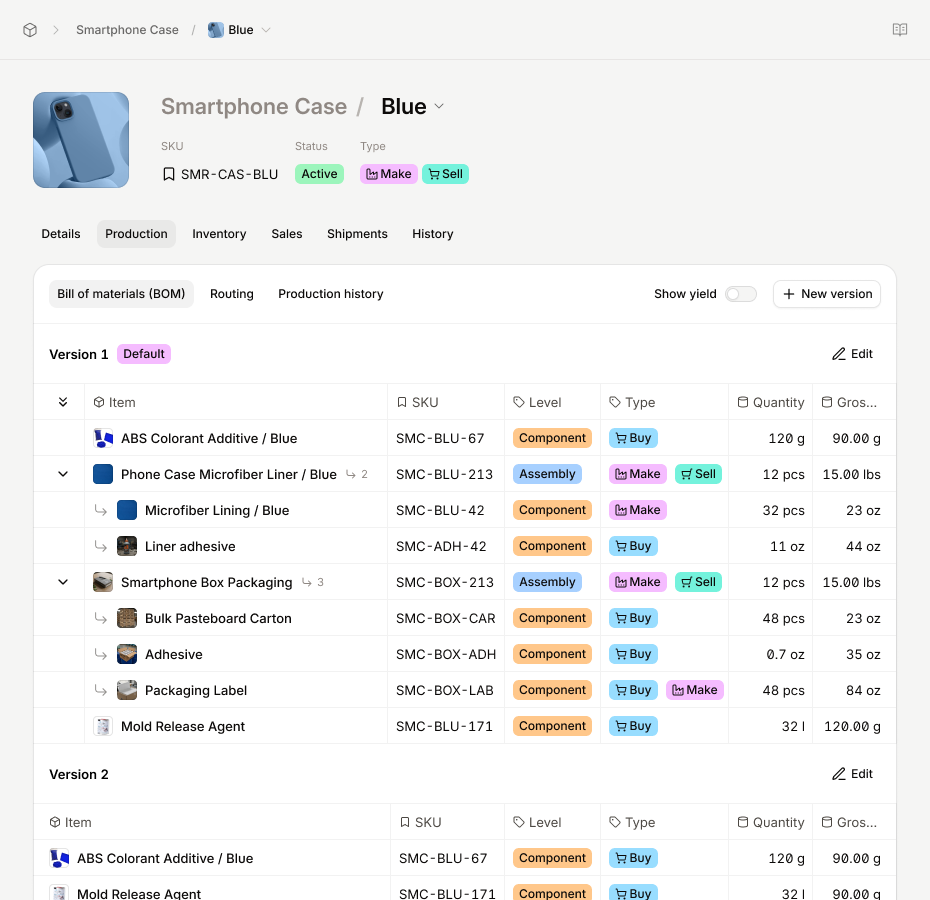
Raw materials become finished goods. This is where your bill of materials, production schedule, and yield assumptions are tested against reality.
Actual consumption often differs from planned consumption. If you're not tracking that gap, you're building inventory errors into every production run.
4. Finished Goods Storage and Inventory Management
Products are held before shipment. FEFO (first expired, first out) rotations matter here. So do accurate stock counts.
Overstocking perishables is expensive. Understocking means lost orders.
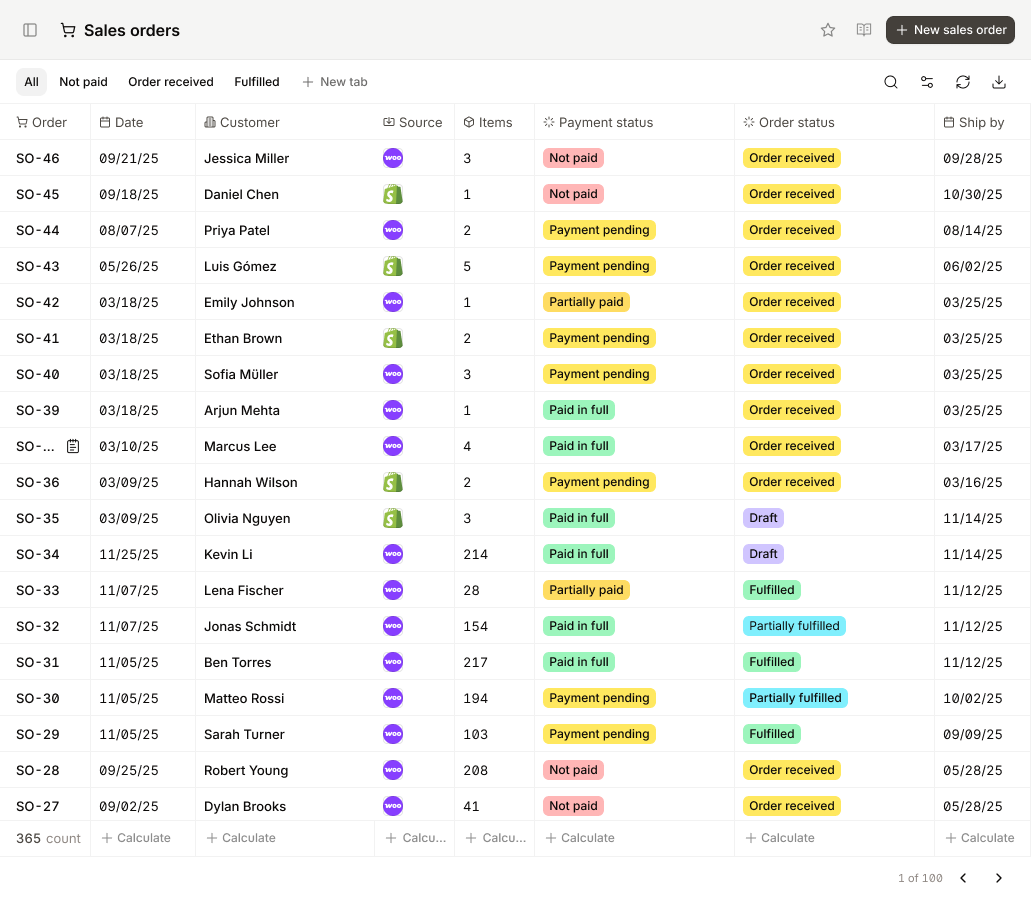
5. Outbound Distribution and Fulfillment
Products move to retailers, distributors, or direct customers. This is where on-time delivery metrics get made or broken.
Your downstream partners judge you on fill rate and consistency. Both depend on everything that happened in stages one through four.
Why Food Supply Chain Optimization Matters Now
.jpg)
Supply chain disruption used to be an occasional headline. Now it's a baseline assumption.
Since 2020, food manufacturers have absorbed wave after wave of pressure: freight cost spikes, ingredient shortages, labor gaps, and demand volatility that made historical forecasting nearly useless. That pressure hasn't fully eased.
Ingredient prices continue to swing with energy costs, weather events, and geopolitical shifts. Supplier concentration risk is real. Many manufacturers learned the hard way what happens when a single-source supplier goes down.
At the same time, customer expectations have moved in the opposite direction. Retailers want shorter lead times. Buyers want better fill rates. Everyone wants more flexibility with less notice.
Food supply chain optimization isn't a nice-to-have anymore. It's a competitive requirement.
The 6 Biggest Food Supply Chain Challenges Manufacturers Face

So what actually goes wrong? The food supply chain challenges manufacturers face tend to cluster around a few recurring failures.
6 Ways to Optimize Your Food Supply Chain

How can food manufacturers improve supply chain efficiency? Not with vague best practices, with specific, operational changes. Here are six that actually move the needle.
1. Multi-Supplier Sourcing
Qualifying a second source for your critical ingredients costs time upfront. It pays back every time your primary supplier has a problem.
This isn't about constantly switching suppliers. It's about having optionality. When an ingredient gets scarce or a supplier goes down, you need a place to go, one you've already vetted.
Start with your top five highest-risk ingredients. Identify and qualify a backup supplier for each.
2. Lead Time Buffers Built Into Reorder Points
Most reorder points are set based on average lead times. But average isn't what gets you in trouble: variability does.
Build your reorder points around worst-case lead times, not typical ones. Then layer in a safety stock buffer based on how much demand can spike while you're waiting for a delivery.
Pro Tip: Review lead time assumptions at least quarterly. Supplier performance drifts, and your reorder points should reflect reality, not history.
3. Reorder Point Automation
Manual reorder processes fail. Someone forgets. Someone's on vacation. The spreadsheet isn't updated.
Automating reorder triggers removes the human bottleneck. When stock hits a defined threshold, the system flags it or generates a draft purchase order. Your procurement team reviews and approves. They don't have to remember to check.
This alone closes a massive gap in most food manufacturers' supply chain discipline.
4. Demand-Driven Production Scheduling
Scheduling production based on what you think you'll need, rather than what demand signals actually show, creates two problems: overproduction of the wrong SKUs, and underproduction of the right ones.
Demand-driven scheduling ties your production runs to actual orders, forecasts, and inventory positions. You're not guessing. You're responding to data.
Production scheduling software makes this practical at scale. It connects what's on order, what's in stock, and what capacity you have, and helps you sequence production accordingly.
5. Lot-Level Traceability From Day One
Don't wait for a recall to find out your traceability is broken.
Knowing exactly which supplier lot went into which production batch, and which customer orders received it, is the foundation of food safety compliance. It also tells you where to look when quality issues surface.
Build lot tracking into your receiving, production, and outbound processes now. The cost of setting it up is a fraction of the cost of a recall investigation done manually.
6. Regular Supplier Performance Reviews
Are your suppliers actually hitting their promised lead times? Their quoted fill rates? Their quality specs?
Most manufacturers have a sense of this anecdotally. Few track it systematically. Formalizing even a lightweight supplier scorecard, covering lead time adherence, defect rates, and order accuracy, gives you data to negotiate with and decisions to escalate.
The Role of Demand Forecasting in Supply Chain Efficiency

How does demand forecasting help food supply chains? It breaks the reactive cycle.
Without forecasting, procurement is based on gut feel and last month's orders. Production scheduling is done reactively. Inventory swings between stockouts and overstock.
With even a basic forecasting process, you're buying ingredients ahead of actual demand, not scrambling after it's already on the production floor.
MRP software formalizes this. It takes your production plan, your bill of materials, and your current inventory levels, and calculates exactly what you need to order and when.
The result is procurement that leads demand instead of chasing it. You're not paying expedite fees. You're not writing off excess perishables. You're not holding up production lines because one ingredient didn't arrive.
Demand forecasting in food manufacturing doesn't require perfect data. It requires a process, and the discipline to run it consistently.
Supplier Management and Procurement Best Practices

Your supply chain is only as reliable as the suppliers feeding it.
Supplier management isn't just about finding the cheapest source. It's about maintaining a base of vendors you can count on, with the documentation, lead times, and quality consistency to back it up.
Start with your approved vendor list. Every ingredient you buy should come from a supplier that's been assessed for food safety compliance, financial stability, and lead time reliability. Undocumented suppliers create regulatory exposure and operational risk at the same time.
Managing your BOM alongside inventory is a practical way to tie supplier decisions to actual production needs. When you know exactly which ingredients go into each product, procurement conversations become specific. You're negotiating on volume, lead times, and pricing based on real consumption data, not estimates.
A few procurement practices that consistently reduce supply chain friction:
- Volume commitments in exchange for priority allocation. Suppliers give better service to buyers they can count on.
- Regular lead time confirmation. Don't assume the quoted lead time is still accurate. Verify it quarterly.
- Purchase order acknowledgment as a requirement. If a supplier doesn't confirm receipt of your PO, you don't actually have a commitment.
- Documented backup sources. Not just identified, but documented, with pricing and minimum order quantities in your records.
Pro Tip: Segment your suppliers by criticality. A tier-1 supplier for a unique key ingredient deserves more active management than a commodity packaging vendor. Focus your attention where the supply risk is highest.
Real-Time Inventory Visibility and Supply Chain Performance
Here's an uncomfortable truth: most food supply chain failures trace back to not knowing.
Not knowing what's actually in stock. Not knowing what's been committed to open orders. Not knowing what's being consumed per production run versus what was planned.
Real-time inventory visibility closes that gap. When you can see current stock levels, by location, by lot, by expiry date, in real time, everything downstream improves.
Production planning becomes accurate. You schedule runs based on what's actually available, not what you think is there. Procurement timing improves.
Reorder triggers fire when stock actually hits the threshold, not when someone remembers to check. Waste drops. You can see which lots are approaching expiry and prioritize them before they become a write-off.
Traceability becomes automatic. When inventory movements are logged in real time, the chain of custody from ingredient to finished product is built as you go, not reconstructed during an audit.
The manufacturers who struggle most with supply chain performance tend to have the same root problem: inventory records that don't reflect reality.
Whether it's spreadsheets that aren't updated in time, manual counts done weekly, or warehouse locations that exist in someone's head rather than a system, the result is decisions made on bad data.
Technology as the Supply Chain Optimization Engine
What software is used for food supply chain management? The answer has shifted significantly in recent years.
Enterprise ERP systems designed for large manufacturers still exist. But food manufacturers in the $1M–$50M range increasingly need purpose-built platforms, ones that combine operational depth with modern usability.
The right technology doesn't just automate what you're already doing. It surfaces information you currently don't have, so you can make faster, better decisions at every stage of the supply chain.
Optimizing Your Food Supply Chain with Digit
.jpg)
Digit is built for food and beverage manufacturers who've outgrown spreadsheets and who need real operational control without the complexity of an enterprise ERP.
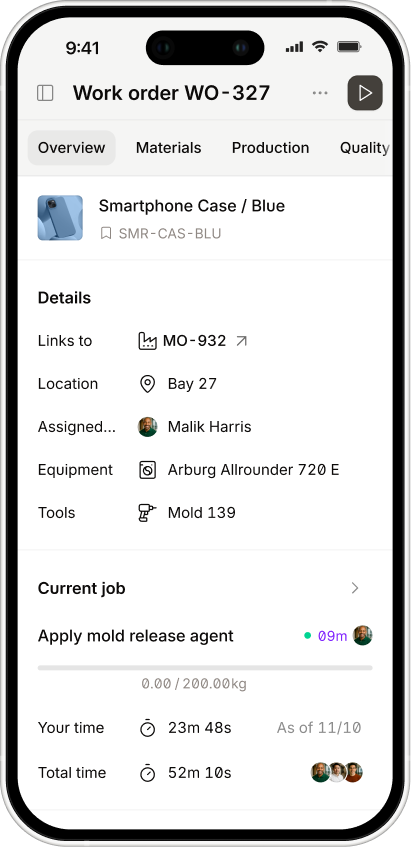
It brings together the capabilities that matter most for food supply chain optimization: MRP-driven procurement, real-time inventory management, lot-level traceability, production scheduling, and supplier tracking, all in one platform.
When your procurement team places a purchase order, inventory updates when it's received. When production runs, material consumption is tracked against the BOM in real time. When a finished good ships, the lot traceability chain is complete and searchable.
That's not just better record-keeping. That's the operational visibility that prevents stockouts, reduces waste, improves fill rates, and gives you the data to make better decisions faster.
Food supply chain management will always involve external pressures you can't fully control. Ingredient prices will move. Suppliers will have problems. Demand will surprise you.
But the manufacturers who outperform aren't the ones who got lucky with external conditions. They're the ones with tighter internal operations, who know their numbers, react faster, and waste less.
Book a call to learn more about how Digit is built to help you do just this.
.jpg)

.jpg)
.jpg)